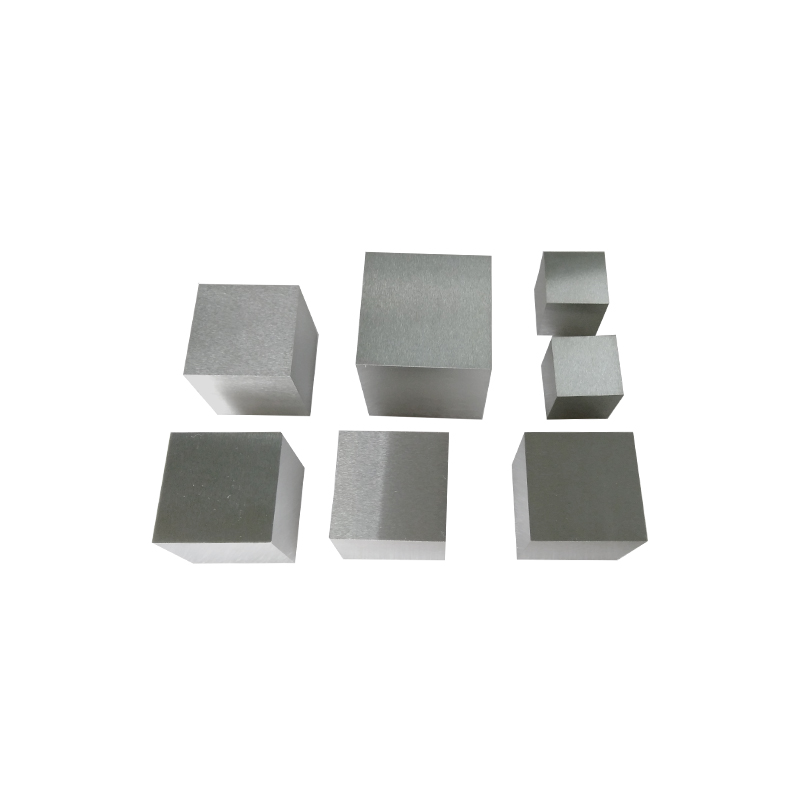
Вольфрамовые пластины являются критическими компонентами в отрасляхВ требующих материалов с исключительными Высокотемпературное сопротивление В плотность В и механическая прочность Полем Благодаря уникальным свойствам вольфрама, такими как его самая высокая температура плавления среди металлов (3422 ° C) и Отличное радиационное экранирование , вольфрамовые пластины находят применение в аэрокосмической, электронике, медицинских устройствах и ядерных реакторах.
Эта статья углубляется в комплексные этапы производства и обработки, связанные с производством вольфрамовые пластины , от подготовки сырья до окончательной отделки.
1. Обзор вольфрама и его свойств
Вольфрам (W)-плотный, твердый, серебристо-белый металл, известный:
-
Чрезвычайно высокая температура плавления: 3422 ° C (6192 ° F)
-
Высокая плотность: 19,3 г/см³ (близко к золоту)
-
Высокая прочность и твердость растягивания
-
Отличная устойчивость к износу и коррозии
-
Хорошая электрическая и теплопроводность
Эти свойства делают вольфрамовые пластины идеальными для экстремальные среды , но также сложный для производства из -за его твердости и хрупкости.
2. Подготовка сырья
A. Вольфрамскую руду до вольфрамового порошка
-
Добыча и добыча: Вольфрамовая руда (в основном шилит или вольфрамит) добыта и обрабатывается для извлечения вольфрамового концентрата.
-
Химическая обработка: Концентрат превращается в вольфрамовый триоксид (воо) посредством обжарки и химической очистки.
-
Производство порошка: Затем WO₃ снижается при водороде при высоких температурах с образованием чисто вольфрамового порошка.
Порошок с высокой чистотой вольфрама (≥99,95%) имеет решающее значение для получения высококачественных пластин.
3. Порошковая металлургия: основная техника производства
Потому что вольфрам Чрезвычайная точка плавления делает традиционное плавление и кастинг непрактично, Порошковая металлургия является основным методом производства.
Шаг 1: Приготовление порошка
-
Порошок вольфрама смешивается с небольшим количеством добавок (таких как никель, железо или медь) при изготовлении вольфрамовых сплавов.
-
Порошок должен быть единообразно и прекрасно Чтобы обеспечить хорошее спекание.
Шаг 2: уплотнение или нажатие
-
Порошок вольфрама уплотняют в «зеленую» форму под высоким давлением с использованием таких методов, как одноосное прессование или Изостатическое прессование .
-
Пресс производит плотную, формированную заготовку или плиту.
Шаг 3: спекание
-
Прессованная форма подвергается спекание При температурах в диапазоне от 1400 ° C до 2500 ° C в контролируемой атмосфере (обычно водород или вакуум) для соединения частиц порошка.
-
Спекание уплотняет материал, увеличивает механическую прочность и снижает пористость.
4. Горячая катание и кова
После спекания часто бывает вольфрамовой заготовку или плиту Горячие сработало Чтобы улучшить плотность, уточнить структуру зерна и достичь желаемой толщины:
-
Горячая ковка: Нагретые заготовки подковынуты для уменьшения толщины и улучшения механических свойств.
-
Горячая катание: Вольфрамовая плита свернута при повышенных температурах, образуя плоскую пластину с однородной толщиной и поверхностной отделкой.
-
Этот шаг также помогает Устранить остаточную пористость и улучшается стойкость .
Благодаря хрупкости вольфрамового вольфрама, горячая работа требует точной температуры и контроля деформации.
5. Обработка и отделка
Пластины вольфрама часто требуют точной обработки для размеров и отделки поверхности:
-
Шлифование и полировка: Для достижения плотных допусков и гладких поверхностей вольфрамовые пластины подвергаются поверхностному шлифованию и полировке.
-
Резка: Такие методы, как проволочный EDM, лазерная резка или резка для водяных вардж, используются для формирования пластины.
-
Бурение и фрезерование: Обработка вольфрама требует бриллиантовых или карбидных инструментов из -за его твердости.
-
Отжиг: Иногда вольфрамовые пластины отожжены после снятия внутренних напряжений.
6. Контроль качества и тестирование
Производители выполняют строгие проверки качества:
-
Измерение плотности: Чтобы гарантировать, что пластина соответствует спецификациям плотности.
-
Анализ микроструктуры: Использование микроскопии для проверки размера зерна и однородности.
-
Механическое тестирование: Твердость, прочность на растяжение и экзамены на воздействие сопротивления.
-
Инспекция поверхности: Для таких дефектов, как трещины, пористость или включения.
-
Проверка размерного: Использование CMMS (координата измерительных машин) для точности.
7. Специализированная обработка для вольфрамовых сплавов и покрытий
-
Многие вольфрамовые тарелки спланированы такими элементами, как никель , железо , или медь Чтобы улучшить механизм и выносливость.
-
Поверхностные обработки, такие как химическое травление , электрополирование , или покрытия (например, никелевое покрытие) может улучшить коррозионную стойкость или электрические свойства.
8. Соображения окружающей среды и безопасности
-
Обработка вольфрамового порошка требует обработки мелкие частицы Осторожно, чтобы избежать вдыхания.
-
Высокотемпературные требования спекания Специализированные печи с контролем газа для предотвращения окисления.
-
Управление отходами и утилизация вольфрамового лома важны для устойчивости.
9. Приложения, управляющие стандартами производства
Вольфрамовые пластины изготавливаются в соответствии со стандартами для конкретных применений:
-
Аэрокосмическая промышленность: Пластины должны соответствовать стандартам чистоты и прочности аэрокосмического качества.
-
Электроника: Ультра-флат, полированные вольфрамовые пластины используются в качестве радиаторов или электродов.
-
Медицинский: Вольфрамовые пластины для экранирования радиации требуют точного контроля толщины.
-
Ядерный: Радиационные экранирующие пластины нуждаются в сертификации для нейтронов и гамма -ослабления.
10. Резюме процесса производства вольфрамовых пластин
| Шаг | Описание | Ключевые параметры |
| Сырье подготовка | Горнодобывающие, химические преобразования, производство порошка | Чистота ≥ 99,95%, тонкий размер порошка |
| Порошковое уплотнение | Нажатие вольфрамового порошка в зеленые заготовки | Одноосное или изостатическое прессование высокого давления |
| Спекание | Высокотемпературная связь при водороде или вакууме | 1400–2500 ° C, контролируемая атмосфера |
| Горячая работа | Кова и катительность, чтобы уточнить структуру и толщину | Точный контроль температуры, деформация |
| Обработка и отделка | Шлифование, резка, полировка для конечных размеров | Diamond/Carbide Tools, поверхностная отделка |
| Контроль качества | Плотность, механические, микроструктурные тесты | Строгие проверки терпимости |
Заключение
Производственные вольфрамовые тарелки сложный многоэтапный процесс В значительной степени зависит от порошковой металлургии и высокотемпературной обработки из-за исключительной точки плавления вольфрама и твердости. Комбинация уплотнение порошка, спекание, горячая работа , и точная обработка позволяет производству пластин, которые удовлетворяют требовательным потребностям передовых отраслей.
Понимая эти шаги производства, инженеры и покупатели могут лучше указать вольфрамовые тарелки, адаптированные к их приложениям и обеспечить наилучший баланс качества, производительности и стоимости.